EDM Excellence: Custom Electrode Design in EDM Electrical Discharge Machining
EDM Electrical Discharge Machining heavily relies on custom electrode design to dictate the precision, speed, and finish of complex industrial molds. Tokai Carbon Graphite Solutions engineers these critical tools using advanced graphite to control the spark gap perfectly. Consequently, this precise material selection completely eliminates excessive electrode wear and ensures micron-level accuracy.
How Does EDM Electrical Discharge Machining Actually Work?
First, we must understand the core physics. EDM Electrical Discharge Machining does not cut metal physically. Instead, it vaporizes the material. Specifically, the machine sends controlled electrical pulses through a conductive electrode. Consequently, a massive spark jumps across a dielectric fluid gap.
Ultimately, this spark melts a microscopic crater into the workpiece. Therefore, the electrode acts as a critical thermal conductor. It must withstand intense heat continuously. Furthermore, it must maintain its precise geometric shape. If the electrode melts, the mold fails completely. Thus, standard metals often fall short. Consequently, engineers choose carbon and graphite. These materials resist extreme temperatures effortlessly. They do not melt; they sublimate directly into gas.
How Chemical Vapor Deposition Works
The Chemical Vapor Deposition (CVD) process is a marvel of engineering. It requires precise control of gas flow, temperature, and pressure.
- Gas Introduction: Precursor gases (containing silicon and carbon) enter the reactor.
- Thermal Decomposition: The heat causes the gases to break down.
- Deposition: Silicon and carbon atoms land on the hot graphite surface.
- Crystal Growth: The atoms bond to form a dense SiC crystal lattice.
This process ensures the coating conforms perfectly to the complex shapes we machine. Whether it is a tiny thread or a large wafer carrier, the CVD SiC Coating covers every micron.
Why is Material Selection So Critical?
Many machine shops underestimate material science entirely. They simply grab generic graphite blocks off the shelf. However, this approach guarantees eventual failure. In fact, different molds require vastly different graphite structures. Therefore, we evaluate every single project meticulously. We rely on TOKAI CARBON GRAPHITE SOLUTIONS years of service and graphite machining expertise to guide these complex choices.
Isostatic vs. Extruded Graphite: What is the Difference?
Specifically, we must choose between two distinct manufacturing methods. The internal grain structure changes everything regarding performance.
To clarify these differences, we use the following structural comparison:
Graphite Type | Manufacturing Process | Internal Structure | Primary Application |
Isostatic Graphite | Extreme pressure applied from all directions simultaneously. | Uniform, directionless grain structure. | High-detail aerospace and medical molds requiring pristine finishes. |
Extruded Graphite | Raw carbon mixture pushed through a shaping die. | Distinct, linear grain direction. | Massive roughing operations requiring rapid material removal. |
Isostatic material burns incredibly smoothly. Therefore, it creates flawless surface finishes. Conversely, extruded material provides excellent thermal conductivity along the grain axis. Thus, it removes material rapidly during bulk machining.
The Power of Electro Carb “EC” Graphite
Our elite team refuses to compromise on quality. Therefore, we utilize our proprietary Electro Carb “EC” Graphite. This specific material line revolutionizes EDM Electrical Discharge Machining. We control the manufacturing recipe entirely from start to finish. As a result, we confidently offer an EC grade available for every application.
For example, roughing operations demand high material removal rates. Thus, we select EC-12. This specific grade handles aggressive electrical currents easily. Conversely, finishing operations require microscopic precision. Therefore, we deploy EC-17. This ultra-fine grain material holds sharp corners perfectly. Furthermore, it resists edge wear during the final burn.
Consequently, the customer receives a flawless, dimensionally perfect mold.
Pushing Boundaries with HK Graphite and Coatings
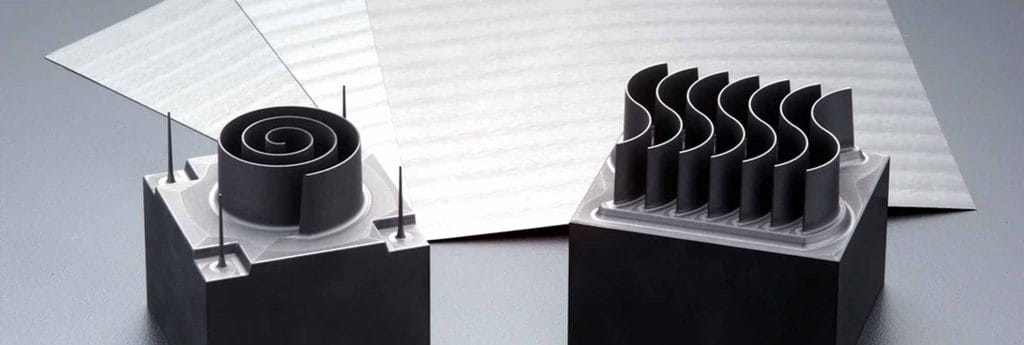
Sometimes, standard high-performance graphite is simply not enough. Specifically, deep-rib aerospace molds present severe physical challenges. The flushing conditions are terrible inside deep cavities. Debris builds up quickly. Therefore, secondary arcing occurs and destroys the part.
To solve this specific problem, we introduce HK graphite. This remarkable material represents the absolute peak of structural integrity. It possesses incredibly high density. Furthermore, it resists flex under extreme fluid pressure.
Additionally, we often enhance these specialty tools further. For instance, we might apply a Silicon Carbide coating. This advanced ceramic coating seals the microscopic pores completely. As a result, it prevents premature oxidation. Moreover, it drastically extends the life of the electrode. Consequently, the operator completes the burn without stopping for costly tool changes.
The Art of Flushing in Electrode Design
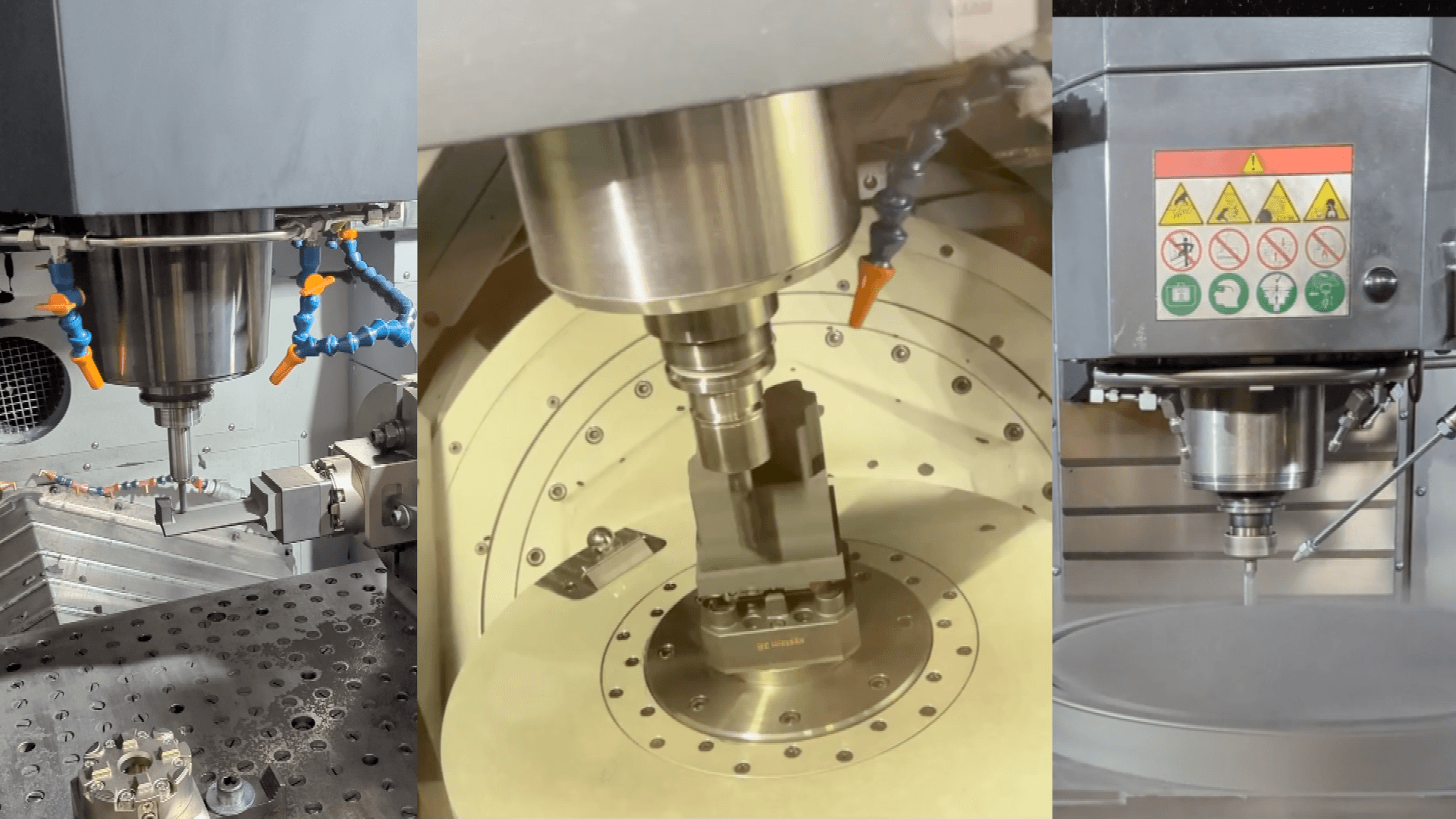
Material selection is only half the equation. Ultimately, the physical design of the electrode dictates success. During EDM Electrical Discharge Machining, the electrical spark creates solid metal debris. If this debris stays in the cut, the machine shorts out. Therefore, we must flush it away immediately.
Our specialized designers engineer intricate flush holes directly into the electrode geometry. We calculate the exact fluid pressure required for success. Furthermore, we design specific relief angles. As a result, the dielectric fluid flows smoothly. It sweeps the debris out of the cavity instantly. This prevents secondary sparking effectively. Thus, it protects both the electrode and the expensive metal workpiece.
Why Elite Machinists Choose Tokai Carbon Graphite Solutions
At Tokai Carbon Graphite Solutions, we embrace complexity entirely. We do not manufacture simple, disposable widgets. Instead, we engineer critical technological solutions. Therefore, our team members are true specialists.
If you are an ambitious engineer or machinist, you understand this appeal intuitively. You want to master a specific craft thoroughly. You want to solve problems that baffle other standard shops. Specifically, you want to lead the industry in EDM Electrical Discharge Machining.
Here, we provide the ultimate technical playground. You will utilize the world’s most advanced graphite materials daily. Furthermore, you will collaborate with top-tier materials scientists. Consequently, you will elevate your career significantly. You will stop being a generalist. Instead, you will become a recognized expert in a highly demanding field. We invest heavily in cutting-edge technology. Moreover, we invest deeply in our talented people. Join us today, and push the boundaries of precision.
Frequently Asked Questions (Q&A)
Q1: What exactly is EDM Electrical Discharge Machining?
A1: It is an advanced, non-traditional manufacturing process. It uses controlled electrical sparks to erode conductive materials. Consequently, it creates complex internal shapes that traditional metal cutting tools simply cannot achieve.
Q2: Why do experts prefer graphite over copper electrodes?
A2: Graphite boasts a significantly higher melting point than copper. Therefore, it experiences far less wear during aggressive sparking. Ultimately, this maintains much tighter tolerances on the final mold.
Q3: How does grain size impact the final mold surface?
A3: Large grain graphite removes material quickly but leaves a rough finish. Conversely, ultra-fine grain graphite yields a mirror-like finish. Thus, we carefully match the grain size to your specific surface requirements.
Q4: What makes Electro Carb “EC” Graphite so effective?
A4: We specifically formulate this unique material line for spark erosion. Because we offer an EC grade available for every application, we can perfectly balance cutting speed and electrode wear.
Q5: Why is dielectric fluid important in this specific process?
A5: The fluid acts as a necessary electrical insulator until the spark jumps. Furthermore, it cools the intensely hot cutting zone. Most importantly, it flushes the vaporized metal debris away from the workpiece.
Contact Tokai Carbon Graphite Solutions today to leverage our unmatched expertise in custom graphite electrodes and precision machining.